
БНБ
"БСЭ" (95279)
- Photogallery
- Естественные науки - Математика - Технология
- Авиация и машиностроение
- Высокие технологии
- Вычислительная техника
- Нанотехнология
- Роботехника
- Энергетика
- Электроника
Автоматическая линия
Определение "Автоматическая линия" в Большой Советской Энциклопедии
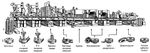 |
| Автоматическая линия для обработки зубчатых колёс |
 |
| Автоматические линии |
Первые комплексные Автоматическая линия в машиностроении СССР были созданы в 1939 по предложению рабочего-рационализатора Волгоградского тракторного завода И. П. Иночкина. Тогда же на 1-м Государственном подшипниковом заводе в Москве были созданы Автоматическая линия для токарной обработки и шлифования деталей подшипников. Экспериментальным научно-исследовательским институтом металлорежущих станков в 1936 были разработаны проекты Автоматическая линия из агрегатных станков. Такие линии для оборонной промышленности строились в годы Великой Отечественной войны. Завод «Станкоконструкция» в 1945-46 изготовил ряд Автоматическая линия из агрегатных станков для обработки корпусных деталей тракторов и автомобилей. В 1947-50 впервые в мировой практике в СССР было создано комплексно-автоматизированное производство алюминиевых поршней для тракторных двигателей с автоматизацией всех процессов, включая загрузку сырья, плавление металла, дозирование расплавленного металла, отливку заготовок, термическую, механическую, химическую, антикоррозионную обработку, контроль качества и упаковку готовой продукции. В 1953-55 на 1-м Государственном подшипниковом заводе был создан комплексно-автоматизированный цех по изготовлению шариковых и роликовых подшипников, включая их обработку, контроль и сборку.
Дальнейшим этапом в развитии Автоматическая линия явилось создание типовых быстропереналаживаемых многономенклатурных Автоматическая линия для обработки цилиндрических зубчатых колёс, ступенчатых и шлицевых валов. На таких линиях при незначительных затратах времени на переналадку возможна обработка нескольких однотипных деталей различных размеров; в то же время каждый станок линии может работать самостоятельно. Разработка типовых Автоматическая линия на базе машин и оборудования широкого назначения создала необходимые условия для серийного изготовления Автоматическая линия и их внедрения в серийное производство.
Автоматическая линия широко применяются в пищевой промышленности, производстве бытовых изделий, в электротехнической, радиотехнической и химической отраслях промышленности. Наибольшее распространение Автоматическая линия получили в машиностроении. Многие из них изготовляются непосредственно на предприятиях с использованием уже действующего оборудования.
Автоматическая линия для обработки строго определённых по форме и размерам изделий называются специальными; при изменении объекта производства такие линии заменяют или переделывают. Более широкими эксплуатационными возможностями обладают специализированные Автоматическая линия для обработки однотипной продукции в определённом диапазоне параметров. При изменении объекта производства в таких линиях, как правило, лишь перенастраивают отдельные агрегаты и изменяют режимы их работы; основное технологическое оборудование в большинстве случаев может быть использовано для изготовления новой однотипной продукции. Специальные и специализированные Автоматическая линия применяются главным образом в массовом производстве.
В серийном производстве Автоматическая линия должны обладать универсальностью и обеспечивать возможность быстрой переналадки для изготовления различной однотипной продукции. Такие Автоматическая линия называют универсальными быстропереналаживаемыми, или групповыми. Несколько меньшая производительность универсальных Автоматическая линия по сравнению со специальными компенсируется их быстрой переналадкой для производства широкой номенклатуры продукции.
Структурная компоновка Автоматическая линия зависит от объёма производства и характера технологического процесса. Существуют линии параллельного и последовательного действия, однопоточные, многопоточные, смешанные (с ветвящимся потоком) (рис. 1). Автоматическая линия параллельного действия применяются для выполнения одной операции, когда продолжительность её значительно превышает необходимый темп выпуска. Продукт переработки автоматически распределяется (из магазина или бункера) по агрегатам линии и после обработки приёмными устройствами собирается и направляется на последующие операции. Многопоточные Автоматическая линия представляют собой систему из Автоматическая линия параллельного действия, предназначенную для выполнения нескольких технологических операций, каждая из которых по продолжительности больше заданного темпа выпуска. В единую систему могут быть объединены несколько Автоматическая линия последовательного или параллельного действия. Такие системы называются автоматическими участками, цехами или производствами.
Управление Автоматическая линия осуществляется системами автоматического управления, которые подразделяются на внутренние и внешние. Внутренние системы управления обеспечивают выполнение отдельным агрегатом или механизмом линии всех основных и вспомогательных операций технологического процесса на данном агрегате. Внешняя система (как правило, система путевого контроля, организованного по принципу обратной связи) обеспечивает согласованную работу агрегатов и участков линии. В зависимости от конкретных условий системы управления Автоматическая линия строятся на электрических, механических, гидравлических, пневматических или комбинированных связях. Для автоматического регулирования технологического процесса и переналадки оборудования на Автоматическая линия (преимущественно групповых) применяют системы электронного программного управления. Крупные комплексные Автоматическая линия оснащаются электронными управляющими машинами и другими средствами вычислительной техники. На агрегатах Автоматическая линия преимущественно применяется индивидуальный или многодвигательный электропривод и реже - регулируемый электрический, гидравлический или механический привод.
Перемещение обрабатываемых деталей (продукта переработки) с одной рабочей позиции на другую осуществляется жёсткой или гибкой системой транспортирования. Жёсткая система транспортирования может пересекать рабочее пространство агрегатов Автоматическая линия или располагаться параллельно и иметь перпендикулярно смонтированные устройства для загрузки и разгрузки рабочих позиций. Рабочие позиции каждого агрегата находятся на одинаковом расстоянии одна от другой. После обработки на одной позиции деталь раскрепляется и передвигается на следующую рабочую позицию; при этом на первой позиции устанавливается новая заготовка, а на последней снимается готовое изделие. В зависимости от конструкции, размеров и формы изделий используются транспортёры шаговые, штангового типа, а также грейферные, пластинчатые, цепные и др. Жёсткие системы транспортирования применяются преимущественно на однопоточных линиях последовательного действия при изготовлении крупных штучных изделий (например, на линиях из агрегатных станков или линиях для механической обработки цилиндрических зубчатых колес, рис. 2). При гибкой системе транспортирования установка заготовок и снятие обрабатываемых изделий производятся независимо на каждом агрегате Автоматическая линия; передача изделий с одной позиции на другую может быть совмещена с рабочим процессом. Транспортирование обрабатываемых изделий между агрегатами осуществляется при помощи наклонных или вибрационных лотков, цепных, ленточных или желобчатых конвейеров и т. п. Гибкая система транспортирования наиболее эффективна при обработке мелких изделий на Автоматическая линия параллельного действия, а также на многопоточных и смешанных Автоматическая линия Обычно при гибкой системе транспортирования на каждой рабочей позиции устанавливают магазины или бункера-накопители. Их назначение - обеспечить работу Автоматическая линия при остановках отдельных агрегатов и облегчить обслуживание линий. Количество и ёмкость накопителей определяются сложностью и протяжённостью Автоматическая линия, степенью надёжности и безотказностью работы агрегатов. Магазины (бункера-накопители) применяются также и на Автоматическая линия с жёстким транспортированием; в этом случае их встраивают в общую транспортную систему, обеспечивая независимую работу отдельных участков.
Изделие при обработке остаётся неподвижным или перемещается прямолинейно (Автоматическая линия бесцентрово-шлифовальных станков), совершает круговое или вращательное движение (в автоматической роторной линии). Неподвижные или вращающиеся изделия перед обработкой фиксируются в требуемом положении непосредственно на рабочей позиции или в приспособлении-спутнике. Прямолинейное или круговое перемещение изделия в процессе обработки обычно осуществляется транспортными средствами.
Стабильность процесса на Автоматическая линия характеризуется временем, в течение которого необходимые параметры процесса выдерживаются в требуемых допусках. Стабильность качества продукции и устранение влияния погрешностей во время обработки на Автоматическая линия достигаются применением систематического контроля заданных параметров и активным воздействием на технологический процесс.
Непосредственная эффективность Автоматическая линия сказывается, в частности, в уменьшении числа рабочих, ранее занятых на этом производстве. Но работа на Автоматическая линия требует более высокой квалификации обслуживающего персонала. Наиболее эффективны Автоматическая линия при комплексном внедрении совершенных технологических процессов. В условиях социалистического производства Автоматическая линия применяют для трудоёмких операций и вредных процессов, если это значительно облегчает труд рабочих и улучшает его условия. Однако, как правило, Автоматическая линия дают и необходимую экономическую эффективность, особенно высокую при комплексной автоматизации производства. Стоимость продукции, изготовляемой на Автоматическая линия, зависит главным образом от стоимости исходных материалов и полуфабрикатов, производительности Автоматическая линия и затрат на их создание.
Стоимость Автоматическая линия определяется количеством технологических операций, их сложностью, объёмом выпускаемой продукции, сложностью оборудования и систем управления, серийностью производства. При прочих равных условиях решающий фактор, определяющий стоимость Автоматическая линия, - серийность производства её оборудования. Стоимость Автоматическая линия снижается при использовании нормализованных узлов, механизмов и инструментов, при централизованном изготовлении систем транспортирования и управления, сокращении длительности монтажа и наладки. Снижение стоимости Автоматическая линия расширяет экономически целесообразные области их применения, позволяет вводить в действие Автоматическая линия, необходимые для технического перевооружения промышленности.
Производительность Автоматическая линия зависит от времени, затрачиваемого на непосредственное осуществление рабочего процесса, времени на выполнение вспомогательных перемещений (несовмещенные транспортные операции, закрепление и открепление обрабатываемого изделия, отвод и подвод рабочих органов), времени на переналадку, наладку и восстановление работоспособности линии. Сокращение времени рабочего процесса достигается применением высокопроизводительной технологии. Уменьшение времени на вспомогательные перемещения достигается сокращением числа холостых перемещений или увеличением их скорости, совмещением во времени холостых перемещений с рабочим процессом. Для оценки производительности Автоматическая линия важен показатель цикловой непрерывности работы, который определяется (для дискретных процессов) отношением времени выполнения рабочего процесса к общему времени цикла. Время на подналадку, переналадку и ремонт сокращается при использовании автоматического регулирования, повышении стабильности рабочих инструментов и своевременной их замене.
В промышленности СССР находятся в эксплуатации тысячи Автоматическая линия Например, только в металлообрабатывающей промышленности в 1967 действовало 4800 Автоматическая линия
Лит.: Машиностроение. Энциклопедический справочник, т. 9, М., 1949; Владзиевский А. П., Автоматические линии в машиностроении, М., 1958; Шаумян Г. А., Автоматы и автоматические линии, 3 изд., М., 1961; Богуславский Б. Л., Автоматы и комплексная автоматизация, М., 1964.
А. П. Владзиевский.
| "БСЭ" >> "А" >> "АВ" >> "АВТ" >> "АВТО" |
Статья про "Автоматическая линия" в Большой Советской Энциклопедии была прочитана 1146 раз
| Коптим скумбрию в коробке |
| Английский рыбный пирог |
TOP 20
- Лемке Михаил Константинович
- Сульфгидрильные группы
- «Казарменный коммунизм»
- Японское море
- Периодическая система элементов
- Объединённая партия гаитянских коммунистов
- Башкирская Автономная Советская Социалистическая Республика
- Глициния
- Иммунитет (историч.)
- Андаманское море
- Сенсуализм
- Балкано-кавказская раса
- «Сообразительный»
- Навигация (морск.)
- Звёздная астрономия
- Ямполь (пос. гор. типа в Донецкой обл.)
- Мандельштама - Бриллюэна рассеяние
- Кульчицкая Елена Львовна
- Театральные учебные заведения
- Электрическая постоянная