
БНБ
"БСЭ" (95279)
- Photogallery
- Естественные науки - Математика - Технология
- Авиация и машиностроение
- Высокие технологии
- Вычислительная техника
- Нанотехнология
- Роботехника
- Энергетика
- Электроника
Резьбоизмерительные инструменты
Определение "Резьбоизмерительные инструменты" в Большой Советской Энциклопедии
 |
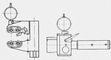
| Прибор для измерения резьбы ходовых винтов |
 |
| Приборы для измерения резьбы (схемы) |
Резьбоизмерительные инструменты, предназначенные для измерения отдельных параметров наружной резьбы — среднего диаметра, профиля и шага, используют при определении точности технологического процесса или для оценки эксплуатационных свойств специальных точных резьбовых деталей (ходовых винтов, винтов микрометров, резьбовых калибров и т. п.). Для измерения среднего диаметра применяют микрометры со вставками, имеющими резьбовой профиль. Один из способов определения среднего диаметра точной резьбы — измерение с помощью проволочек (роликов), которые закладывают между витками резьбы и каким-либо измерительным средством — оптиметром, микрометром и др. Определяют размер по высоте, на которую выступают проволочки над наружным диаметром резьбы. Пользуются также специальными приспособлениями с тремя, двумя или одной проволочкой, а при измерении среднего диаметра внутренней резьбы — нутромерами специальной конструкции или приборами со сменными сферическими наконечниками.
Измерение профиля резьбы в деталях с относительно крупным шагом (ходовые винты, червяки) производят приборами, измерительный узел которых разворачивается на угол профиля резьбы, и наконечник перемещается вдоль её боковой поверхности. Иногда для этой цели пользуются угломерами специальной конструкции. Шаг резьбы обычно определяют в осевом сечении на инструментальных и универсальных микроскопах и проекторах (см. Оптический измерительный прибор). Для контроля точных резьбовых деталей (например, ходовых винтов) служат приборы, обеспечивающие непрерывное измерение шага винтовой линии при вращении детали. Измерение осуществляют методом сравнения реальной винтовой линии с теоретической винтовой линией, воспроизводимой на приборе с помощью образцового винта (рис. 2), или импульсных линейных и угловых датчиков, выдающих импульсы с частотой, пропорциональной линейным перемещениям винтовой поверхности за определённый угол поворота. При использовании импульсных датчиков обработку данных производят на ЭВМ, являющихся частью прибора.
Лит.: Пискорский Г. А., Рабинович А. Н., Приборы для контроля цилиндрических резьб, М., 1960; Оптические приборы для измерения линейных и угловых величин в машиностроении, М., 1964.
Н. Н. Марков.
| "БСЭ" >> "Р" >> "РЕ" >> "РЕЗ" |
Статья про "Резьбоизмерительные инструменты" в Большой Советской Энциклопедии была прочитана 761 раз
| Бургер двойного помола |
| Куриный суп |
TOP 20
- Лемке Михаил Константинович
- Сульфгидрильные группы
- «Казарменный коммунизм»
- Японское море
- Периодическая система элементов
- Объединённая партия гаитянских коммунистов
- Глициния
- Башкирская Автономная Советская Социалистическая Республика
- Иммунитет (историч.)
- Андаманское море
- Сенсуализм
- Балкано-кавказская раса
- «Сообразительный»
- Навигация (морск.)
- Звёздная астрономия
- Ямполь (пос. гор. типа в Донецкой обл.)
- Кульчицкая Елена Львовна
- Мандельштама - Бриллюэна рассеяние
- Театральные учебные заведения
- Электрическая постоянная