
БНБ
"БСЭ" (95279)
- Photogallery
- Естественные науки - Математика - Технология
- Авиация и машиностроение
- Высокие технологии
- Вычислительная техника
- Нанотехнология
- Роботехника
- Энергетика
- Электроника
Шероховатость поверхности
Определение "Шероховатость поверхности" в Большой Советской Энциклопедии
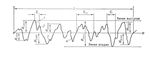 |
| Действительный профиль поверхности |
Расширенный комплекс параметров новой системы способствует установлению обоснованных требований для поверхностей различного эксплуатационного назначения. При определении числовых значений Шероховатость поверхности отсчёт производят от единой базы, за которую принята средняя линия профиля т (рис.). Измерения производят в пределах базовой длины l, т. е. длины участка поверхности, выбранного для измерения Шероховатость поверхности без учёта других видов неровностей (например, волнистости), имеющих шаг более l. Числовые значения базовой длины выбирают из ряда: 0,01; 0,03; 0,08; 0,25; 0,8; 2,5; 8; 25 мм. Количественно Шероховатость поверхности оценивают следующими основными параметрами (одним или несколькими): средним арифметическим отклонением профиля Ra, высотой неровностей профиля по 10 точкам Rz, наибольшей высотой неровностей профиля Rтах, средним шагом неровностей Sm, средним шагом неровностей по вершинам S, относительной опорной длиной профиля tp. Числовые значения параметров шероховатости, типы направлений неровностей поверхностей (параллельное, перпендикулярное, кругообразное и др.) установлены стандартом. Выбор параметров Шероховатость поверхности зависит от конструкции деталей и функционального назначения их поверхностей. Например, для трущихся поверхностей ответственных деталей устанавливают допустимые значения Ra (или Rz), Rтах, tp и направление неровностей; для поверхностей циклически нагруженных ответственных деталей - Rтах, Sm и S и т.п. Требования к Шероховатость поверхности указывают числовым значением (или диапазоном значений) одного или нескольких параметров и базовой длиной. Для неответственных поверхностей Шероховатость поверхности определяется требованиями технической эстетики, коррозионной стойкости и технологией изготовления.
В СССР стандартом установлены 14 классов Шероховатость поверхности (табл.): 1-3-й классы обеспечивают обдирочной обработкой (точением, фрезерованием, строганием); 4-6-й классы - получистовой обработкой; 7-9-й классы - чистовой обработкой (шлифованием, тонким точением, протягиванием, развёртыванием и т.п.); 10-14-й классы - доводочной обработкой (такие, как притирка) суперфиниш, хонингование и др.). Классы шероховатости с 6-го по 14-й разделяются на разряды а, б, в. В классах 1-5, 13 и 14-й не применяют параметр Ra, а в классах 6-12 - параметр Rz, что вызвано необходимостью однозначного определения класса Шероховатость поверхности при различных методах контроля. В отличие от применявшихся до 1975 обозначений классов чистоты на чертежах (равносторонний треугольник с добавлением к нему номера класса, например Ñ3 или Ñ7), Шероховатость поверхности обозначают знаком Ö с указанием над ним числового значения (в мкм) одного из выбранных параметров шероховатости. Значение Ra указывают только числом, а др. параметры - с символом, например Rz3,2. Указанное числовое значение ограничивает наибольшую Шероховатость поверхности по параметрам Ra или Rz. Поверхности в состоянии поставки или обработанные без снятия стружки обозначают символом  , а при обработке со снятием стружки -
, а при обработке со снятием стружки -  .
.
Начальная Шероховатость поверхности, которую детали получают после их изготовления и сборки, изменяется в процессе приработки. Получающаяся после приработки (при трении качения, трении скольжения и др.) Шероховатость поверхности, обеспечивающая минимальный износ и сохраняющаяся в ходе длительной эксплуатации машин, называется оптимальной шероховатостью. Параметры оптимальной Шероховатость поверхности зависят от конструкции и материала трущихся деталей, качества смазки и других условий работы.
Для измерения Шероховатость поверхности обычно применяют следующие методы: контактный-щуповыми приборами (профилометрами и профилографами) и бесконтактный - оптическими приборами. В машиностроении часто используют визуальный метод, сравнивая контролируемую поверхность с поверхностью образца или детали, Шероховатость поверхности которой аттестована.
Классы шероховатости поверхности
| Классы | Параметры шероховатости, мкм | Базовая длина l, мм | ||
| Разряды | Ra | Rz | ||
| 1 | - | - | 320-160 | 8 |
| 2 | - | - | 160-80 | |
| 3 | - | - | 80-40 | |
| 4 | - | - | 40-20 | 2,5 |
| 5 | - | - | 20-10 | |
| 6 | а | 2,5-2,0 | - | 0,8 |
| б | 2,0-1,6 | |||
| в | 1,6-1,25 | |||
| 7 | а | 1,25-1,0 | - | |
| б | 1,0-0,80 | |||
| в | 0,80-0,63 | |||
| 8 | а | 0,63-0,50 | - | |
| б | 0,50-0,40 | |||
| в | 0,40-0,32 | |||
| 9 | а | 0,32-0,25 | - | 0,25 |
| б | 0,25-0,20 | |||
| в | 0,20-0,16 | |||
| 10 | а | 0,160-0,125 | ||
| б | 0,125-0,100 | |||
| в | 0,100-0,080 | |||
| 11 | а | 0,080-0,063 | ||
| б | 0,063-0,050 | |||
| в | 0,050- 0,040 | |||
| 12 | а | 0,040-0,032 | ||
| б | 0,032-0,025 | |||
| в | 0,025-0,020 | |||
| 13 | а |
| 0,100-0,080 | 0,08 |
| б | 0,080-0,063 | |||
| в | 0,063-0,050 | |||
| 14 | а |
| 0,050-0,040 | |
| б | 0,040-0,032 | |||
| в | 0,032-0,025 | |||
Лит.: Якушев А. И., Взаимозаменяемость, стандартизация и технические измерения, 4 изд., М., 1975; ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики; ГОСТ2.309-73. Обозначения шероховатости поверхностей.
О. А. Владимиров, А. А. Пархоменко.
| "БСЭ" >> "Ш" >> "ШЕ" >> "ШЕР" |
Статья про "Шероховатость поверхности" в Большой Советской Энциклопедии была прочитана 1083 раз
| Коптим скумбрию в коробке |
| Кишки на гриле |
TOP 20
- Лемке Михаил Константинович
- Сульфгидрильные группы
- «Казарменный коммунизм»
- Японское море
- Периодическая система элементов
- Объединённая партия гаитянских коммунистов
- Глициния
- Башкирская Автономная Советская Социалистическая Республика
- Иммунитет (историч.)
- Андаманское море
- Сенсуализм
- Балкано-кавказская раса
- «Сообразительный»
- Навигация (морск.)
- Звёздная астрономия
- Ямполь (пос. гор. типа в Донецкой обл.)
- Кульчицкая Елена Львовна
- Мандельштама - Бриллюэна рассеяние
- Театральные учебные заведения
- Электрическая постоянная