
БНБ
"БСЭ" (95279)
- Photogallery
- Естественные науки - Математика - Технология
- Авиация и машиностроение
- Высокие технологии
- Вычислительная техника
- Нанотехнология
- Роботехника
- Энергетика
- Электроника
Металлорежущий станок
Определение "Металлорежущий станок" в Большой Советской Энциклопедии
 |
| Вертикально-протяжной станок |
 |
| Вертикально-сверлильный станок |
 |
| Вертикально-фрезерный станок с копировальным устройством |
 |
| Внутришлифовальный станок |
 |
| Воспроизведения производящих линий |
 |
| Зубодолбёжный полуавтомат |
 |
| Зубострогальный полуавтомат |
Классификация металлорежущих станков
 |
| Зубофрезерный станок |
| Номер группы станков | Наименова-ние группы
| Типы станков | ||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||||||
| Автоматы и полуавтоматы |
| ||||||||||||
| 1 | Токарные | одношпин-дельные | многошпин-дельные | Револьверные | Сверлильно-отрезные | Карусельные | Токарно-винторезные
| Много-резцовые | Специализи-рованные для фасонных изделий | Разные токарные | ||||
| Полуавтоматы |
| ||||||||||||
| 2 | Сверлильные и расточные | Вертикально-сверлильные | одношпин-дельные | многошпин-дельные | Координатно-расточные | Радиально-сверлильные | Расточные | Алмазно-расточные | Горизонтально-сверлильные | Разные сверлильные | ||||
| 3 | Шлифоваль-ные и доводочные | Круглошлифо-вальные | Внутришлифо-вальные | Обдирочно-шлифовальные | Специализи-рованные шлифовальные | — | Заточные | Плоскошлифо-вальные | Притирочные
| Разные станки работающие абразивом | ||||
| 4 | Комбини-рованные | — | — | — | — | — | — | — | — | — | ||||
| 5 | Зубо- и резьбо-обраба-тывающие | Зубостро-гальные для цилиндри-ческих колёс | Зуборезные для кони-ческих колёс | Зубофрезер-ные для цилиндри-ческих колёс
| Зубофре-зерные для червячных колёс | Для обработки торцов зубьев колёс | Резьбо-фрезерные | Зубоотде-лочные | Зубо- и
| Разные зубо- и резьбо-обрабаты-вающие | ||||
| 6 | Фрезерные | Вертикально-фрезерные консольные | Фрезерные непрерывного действия | — | Копироваль-ные и гравироваль-ные | Вертикальные бесконсоль-ные | Продольные | Широко-универсаль-ные | Горизонталь-ные консольные | Разные фрезерные | ||||
| Продольные |
| ||||||||||||
| 7 | Строгальные, долбёжные и протяжные | одностоечные | двухстоечные | Поперечно-строгальные | Долбёжные | Протяжные горизонталь-ные | — | Протяжные вертикальные | — | Разные строгальные | ||||
| Отрезные |
| Пилы |
| ||||||||||
| 8 | Разрезные | работающие токарным резцом | работающие абразивным кругом | работающие гладким или насеченным диском | правильно-отрезные | ленточные | дисковые | ножовочные | — | — | ||||
| 9 | Разные | Муфто- и трубообраба-тывающие | Пилонасека-тельные | Правильно- и бесцентрово-обдирочные | Балансиро-вочные | Для испытания инструмента | Делительные машины | — | — | — | ||||












По точности различают 5 классов Металлорежущий станок: Н — нормальной точности (например, большинство универсальных Металлорежущий станок), П — повышенной точности (на базе Н), В — высокой точности, А — особо высокой точности (прецизионные), С — особо точные, или мастер-станки.
По массе Металлорежущий станок бывают лёгкие (до 1 т), средние (до 10 т), тяжёлые (свыше 10 т), уникальные (свыше 100 т).
В зависимости от характера выполняемых работ и применяемого режущего инструмента в СССР принята единая система классификации и условного обозначения Металлорежущий станок (табл.), разработанная в ЭНИМС. Все Металлорежущий станок делятся на группы, которые, в свою очередь, разбиваются на типы. По этой классификации каждому Металлорежущий станок серийного производства присваивается шифр (индекс), который образуется, как правило, числом из 3 или 4 цифр; первая цифра указывает группу, вторая — тип, третья и четвёртая характеризуют важнейшие размеры Металлорежущий станок или обрабатываемого на нём изделия. Например, шифр 2150 обозначает вертикально-сверлильный станок с максимальным диаметром сверления 50 мм. После модернизации Металлорежущий станок в его шифр за первой цифрой добавляется какая-либо буква. Например, шифр 1К62 обозначает модернизированный токарно-винторезный станок с высотой центров 200 мм. Модификация (видоизменение) базовой модели обозначается введением какой-либо буквы в конце шифра. Например, 6Н12К обозначает модификацию модернизированного консольного вертикально-фрезерного станка. Описание типов станков см. в статьях: Зубообрабатывающий станок, Карусельный станок, Токарный станок, Сверлильный станок, Фрезерный станок, Шлифовальный станок.
Кинематика М. с. При обработке на Металлорежущий станок очертания, форма деталей (производящие линии) образуется в результате согласованных между собой вращательных и прямолинейных движений заготовки и режущей кромки металлорежущего инструмента. Эти движения, называемые рабочими, могут быть простыми и сложными. В Металлорежущий станок используются 4 метода получения производящих линий: копирование, огибание (обкатка), методы следа и касания. При копировании форма режущей кромки инструмента совпадает с формой производящей линии (рис. 1, а, б); при огибании производящая линия возникает в форме огибающей ряда последовательных положений режущей кромки инструмента, движущегося относительно заготовки (рис. 1, б); при методе следа производящая линия образуется как след движения точки режущей кромки инструмента (рис. 1, г, д), при методе касания производящая линия является касательной к ряду геометрических вспомогательных линий, образованных реальной точкой (вершиной) движущейся режущей кромки инструмента (рис. 1, е).
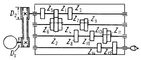
Рабочие движения в Металлорежущий станок — главное движение и движение подачи. Главное движение, происходящее в направлении вектора скорости резания, обеспечивает отделение стружки от заготовки, а движение подачи — последовательное внедрение инструмента в заготовку, «захват» новых, ещё не обработанных участков. Главное движение в зависимости от типа Металлорежущий станок может совершаться как заготовкой (токарные, продольно-строгальные и др. станки), так и инструментом (сверлильные, поперечно-строгальные, долбёжные, протяжные, фрезерные, шлифовальные и др. станки); это движение может быть вращательным (токарные, сверлильные, фрезерные, шлифовальные и др. Металлорежущий станок) или поступательным (строгальные, долбёжные, протяжные и др. Металлорежущий станок). Помимо рабочих движений, на Металлорежущий станок совершаются также установочные и делительные движения, которые не используются в процессе обработки резанием, однако необходимы для осуществления полного технологического цикла. Все движения в Металлорежущий станок обеспечивают соответствующие механизмы, в которые входят различные передачи: ремённые, зубчатые, червячные, реечные, винтовые, кулачковые, фрикционные и др. Эти передачи сочленяются между собой в определённой последовательности и образуют кинематические цепи, совокупность которых составляет кинематическую схему Металлорежущий станок При этом пользуются условными обозначениями элементов и механизмов Металлорежущий станок по ГОСТ 3462—61. На кинематических схемах указываются диаметры шкивов (D1, D2 и т.д.), числа зубьев зубчатых и червячных колёс (z1, z2 и т.д.), шаги винтов, заходности червяков и винтов, модули (т) некоторых зубчатых колёс (обычно находящихся в зацеплении с рейками), передаточные отношения плеч рычагов, характеристики звеньев настройки и др.
Для станков с вращательным главным рабочим движением скорость резания определяется по формуле:
где D — максимальный диаметр обработки (или максимальный диаметр инструмента) в мм; n — число оборотов шпинделя в минуту. Для конкретного Металлорежущий станок диаметр заготовки (инструмента) может быть различным, может производиться также обработка заготовок из различных материалов и режущими инструментами с режущей частью из разных инструментальных материалов (что приводит к выбору соответствующих допускаемых скоростей резания). Привод главного движения должен обеспечивать поэтому регулирование числа оборотов шпинделя. Существует бесступенчатое и ступенчатое регулирование. В первом случае в определённом интервале можно за счёт фрикционного, гидравлического или электрического привода получить любое значение n. Во втором случае имеется определённый конечный ряд различных n. Это обеспечивается за счёт использования коробок скоростей с переключающимися зубчатыми колёсами. Для такого ряда рус. учёным А. В. Гадолиным в 1876 разработана и обоснована теория построения рядов чисел оборотов по закону геометрической прогрессии. При такой закономерности потери в устанавливаемых скоростях резания будут минимальными, а эксплуатационные свойства станка наилучшими. По этому закону все числа оборотов шпинделя станка в минуту от начального (миним.) n1 = nмин до конечного (макс.) nz= nмакс образуют геометрический ряд, в котором знаменатель геометрической прогрессии j определяется по формуле:
где D диапазон регулирования числа оборотов шпинделя в 1 мин, z — количество ступеней регулирования. В станкостроении СССР значения j и соответствующие им перепады скоростей А стандартизированы:
| j | 1,06 | 1,12 | 1,26 1,25 | 1,41 1,4 | 1,58
1,6 | 1,78 | 2 |
| А, % | 5 | 10 | 20 | 30 | 40 | 45 | 50 |
Примечание. Во втором ряду указаны допускаемые округления.
Основной показатель любой кинематической цепи — общее передаточное отношение:
где nk и nн — числа оборотов соответственно конечного и начального звеньев в об/мин; U1, U2, U3 — передаточные отношения отдельных пар кинематической цепи. Значение Uoбщ позволяет определить значения конечных перемещении звеньев, связанных кинематической цепью, т. е. заготовки и режущего инструмента. Соответствующие функциональные связи называют уравнениями кинематического баланса. Эти уравнения в 20—30-е гг. 20 в. выведены советским учёным Г. М. Головиным, предложившим единые формулы настройки для всех станков.
Для вращающихся конечных звеньев уравнение кинематического баланса: nk = nн · Uoбщ; для вращающегося начального звена и поступательно-движущегося конечного: nн · Uoбщ · Н = sm мм/мин, 1об · Uoбщ · Н = s мм/об, где Н — величина хода кинематической пары, преобразующей вращательное движение в прямолинейное, равная перемещению прямолинейно движущегося звена за один оборот вращающегося звена (для токарного, сверлильного, фрезерного и др. станков).
Для Металлорежущий станок с прямолинейным главным движением (строгальный, долбёжный, протяжный и др.) различаются рабочий ход, в течение которого происходит резание, и холостой (обратный) ход, в течение которого движущиеся части станка возвращаются в исходное положение. Скорость холостого хода Vx = Vp · X, где Vp — скорость рабочего хода; Х = 1,5... 2,5 — коэффициент, выбираемый в зависимости от типоразмера станка.
Рабочий и холостой ходы составляют двойной ход. Время двойного хода:
где L — длина хода (в мм). Число двойных ходов (в 1 мин):
Для токарного станка с простой кинематической схемой ступенчатого главного привода (рис. 2), согласно уравнению кинематического баланса, возможны следующие варианты числа оборотов шпинделя в 1 мин:
т. е. возможно 12 вариантов (h — коэффициент, учитывающий проскальзывание в ремённой передаче).
Для облегчения кинематических расчётов коробок скоростей применяется графоаналитический метод. Зависимость чисел оборотов и передаточных отношений изображается в виде графиков и структурных сеток.
Конструктивные особенности Металлорежущий станок Все кинематические цепи и рабочие органы Металлорежущий станок выполняются в виде конструктивных узлов (механизмов), состоящих из различных деталей. Узлы и детали Металлорежущий станок можно разделить на 2 группы. Группа несущей и направляющей системы обеспечивает правильное направление прямолинейных и круговых перемещений узлов с изделиями и с режущими инструментами. К ней относятся станины и основания; детали и узлы для поддержания и обеспечения прямолинейных перемещений изделий (консоли, салазки столов, столы); детали и узлы для поддержания и обеспечения прямолинейных и качательных перемещении режущих инструментов (суппорты, салазки и поперечины суппортов, револьверные головки); детали и узлы для обеспечения вращения изделий и режущих инструментов (шпиндели, опоры шпинделей, планшайбы, вращающиеся колонны, задние бабки); детали и узлы для поддержания и направления вращающихся деталей Металлорежущий станок (корпуса коробок скоростей, коробок подач и шпиндельных бабок). Группа привода и управления осуществляет формообразование деталей и движения управления. К ней относятся механизмы главного движения, движения подачи и делительных движений; механизмы вспомогательных движений (транспортирующих, зажимных, установочных, стружкоотводящих); механизмы управления (пуском и остановом, скоростью и реверсированием равномерных движений), копировальные, программные, адаптивные, самоподстраивающпеся системы. Конструктивные компоновки Металлорежущий станок различных типов могут быть самыми различными в соответствии с рассмотренной ранее классификацией (рис. 3, а—т).
В развитии конструкций узлов Металлорежущий станок существуют следующие тенденции: оптимальное использование возможностей механических, электрических и гидравлических приводов и их сочетаний; разработка прецизионных узлов и механизмов; уменьшение трения в узлах станков; применение средств управления и автоматизации; обеспечение высокой статической и динамической жесткости; повышение долговечности за счёт выбора оптимальных материалов и методов упрочнения деталей; применение унификации, нормализации, стандартизации и агрегатирования.
Надёжность Металлорежущий станок Надёжность Металлорежущий станок — его свойство выполнять заданные функции, т. е. обрабатывать изделия с сохранением в необходимых пределах эксплуатационных показателей, главным образом точности и производительности, в течение требуемого промежутка времени (наработки). Надёжность Металлорежущий станок определяется его безотказностью, долговечностью, ремонтопригодностью и сохраняемостью.
На надёжность Металлорежущий станок прежде всего влияют режимы и методы обработки, которые предопределяют точность и качество обработанных поверхностей, а следовательно, эксплуатационные характеристики изделий. Повышение надёжности Металлорежущий станок обеспечивается увеличением точности изготовления Металлорежущий станок; созданием специальных устройств для повышения точности обработки; применением систем автоматического регулирования для восстановления точности, снижающейся от действия процессов, протекающих с различной скоростью, т. е. создание Металлорежущий станок с автоматической подналадкой режимов обработки. Системы автоматического регулирования — наиболее современный способ создания Металлорежущий станок с высокой надёжностью. Автоматическое регулирование может быть простым по заданной программе; прямым с учётом факторов, вызывающих отклонение от программы; по замкнутому циклу с обратной связью. Последний способ приводит к созданию адаптивных саморегулирующихся (самоподстраивающихся) систем, дающих наибольшую надёжность Металлорежущий станок Адаптивные системы управления Металлорежущий станок разделяются на следующие группы: стабилизирующие контролируемые параметры резания; самоизменяющие управляющую программу; компенсирующие динамические и температурные деформации системы СПИД (станок — приспособление — инструмент — деталь); оптимизирующие режимы обработки по точности и производительности. Использование адаптивных систем управления Металлорежущий станок обеспечивает снижение (и даже исключение) отказов из-за перегрузок, уменьшение зависимости результата обработки от рабочего, упрощение программирования обработки, автоматический контроль получаемых размеров деталей, повышение экономичности обработки, облегчение освоения новых методов обработки.
Металлорежущий станок с числовым программным управлением. Числовое программное управление (ЧПУ) Металлорежущий станок экономически выгодно в серийном производстве, где происходит сравнительно частая смена обрабатываемых изделий, а также при производстве крупногабаритных деталей и деталей с криволинейными профилями и поверхностями. ЧПУ позволяет автоматизировать процессы подготовки производства и обработки, быстро производить переналадку станка. В Металлорежущий станок с ЧПУ информация о необходимых перемещениях режущих инструментов относительно заготовки сообщается механизмам управления Металлорежущий станок в виде закодированной программы, представляющей собой условную систему числовых обозначений. Эта программа вводится в считывающее устройство Металлорежущий станок, которое преобразует её в соответствующие командные импульсы (электрические сигналы), а они при помощи механизмов управления передаются на исполнительные органы Металлорежущий станок (суппорты, салазки, столы и т.п.). Все действия, выполняемые узлами Металлорежущий станок по сигналам системы ЧПУ, разделяются на две группы: включения и выключения для изменения режимов резания, смены действующих режущих инструментов и т.п.; перемещения исполнительных органов.
Системы ЧПУ, применяемые в Металлорежущий станок, классифицируются: по назначению — для позиционного, ступенчатого и функционального управления; по числу потоков информации — разомкнутые, замкнутые и самонастраивающиеся; по виду программоносителя — внутренние (панели с переключателями, штеккерные и кнопочные панели и др.) и внешние (перфорированные карты и ленты, магнитные ленты, киноленты и др.); по принципу ограничения перемещений исполнительных органов — импульсные, аналоговые, путевые, временные, на схемах совпадения; по физическому принципу контроля перемещений исполнительных органов — с механическими, оптическими, электрическими и смешанными измерительными устройствами. Применяется также цикловая система программного управления, при которой программируются (полностью или частично) цикл работы Металлорежущий станок, режимы обработки и смена инструмента.
Системы ЧПУ Металлорежущий станок состоят обычно из следующих основных автоматических элементов (рис. 4): устройство для ввода программы — «читает» программу и преобразовывает её в сигналы управления; промежуточная «память» — «запоминает» и в течение необходимого времени хранит полученные сигналы управления; сравнивающее устройство (узел активного контроля) — при помощи системы обратной связи сопоставляет перемещения, заданные программой и фактически реализованные Металлорежущий станок (при обнаружении разницы вырабатывает дополнительный сигнал для исправления ошибки); исполнительный механизм, который реализует через соответствующие приводы (гидроцилиндры, винтовые пары, шаговые двигатели и др.) полученные сигналы управления в необходимые перемещения исполнительных органов Металлорежущий станок
Лит.: Машиностроение. Энциклопедический справочник, т. 9, М., 1949; Шувалов Ю. А., Веденский В. А., Металлорежущие станки, 2 изд., М., 1959; 3агорский Ф. Н., Очерки по истории металлорежущих станков до середины XIX века, М. — Л., 1960; Металлорежущие станки, под ред. Н. С. Ачеркана, т. 1—2, М., 1965; Агурский М. С., Вульфсон И. А., Ратмиров В. А., Числовое программное управление станками, М., 1966; Шаумян Г. А., Кузнецов М. М., Волчкевич Л. И., Автоматизация производственных процессов, М., 1967; Резание конструкционных материалов, режущие инструменты и станки, М., 1967; Проников А. С., Расчёт и конструирование металлорежущих станков, 2 изд., М., 1967; Кучер И. М., Металлорежущие станки, 2 изд., Л., 1969; Самоподнастраивающиеся станки, [Сб. ст.1, под ред. Б. С. Балакшина, 3 изд., М., 1970; Налчан А. Г. (сост.), Металлорежущие станки, М., 1970; Металлорежущие станки, М., 1970; Ратмиров В. А., Сиротенко А. П., Гаевский Ю. С., Самонастраивающиеся системы управления станками, М., 1971; Технологическая надёжность станков, М., 1971; Детали и механизмы металлорежущих станков, под ред. Д. Н. Решетова, т. 1—2, М., 1972.
Д. Л. Юдин.
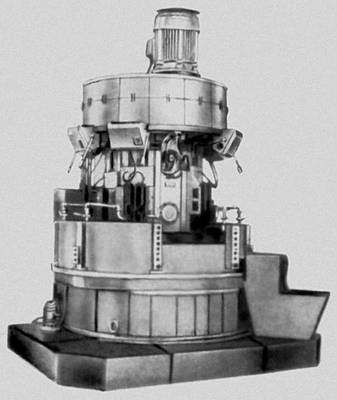
Рис. 3р. Основные типы металлорежущих станков. Токарный восьмишпиндельный автомат (1К282).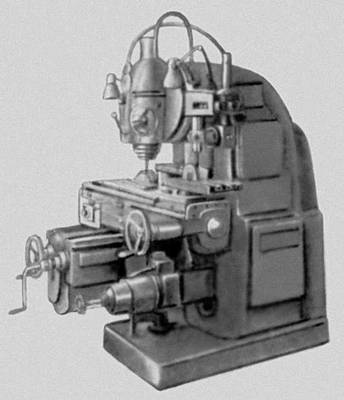
Рис. 3с. Основные типы металлорежущих станков. Вертикально-фрезерный станок с копировальным устройством (6Н12К).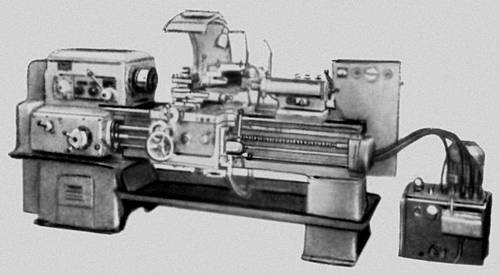
Рис. 3з. Основные типы металлорежущих станков. Универсальный токарно-винторезный станок с автоматическим циклом (1K62A).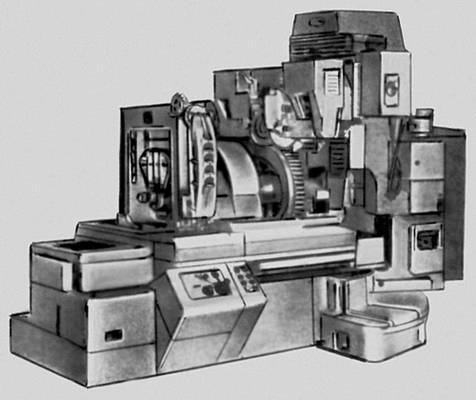
Рис. 3а. Основные типы металлорежущих станков. Зубошлифовальный станок (5853).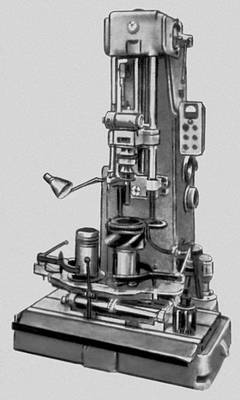
Рис. 3в. Основные типы металлорежущих станков. Хонинговальный вертикальный одношпиндельный станок (ЗБ833).
Рис. 3м. Основные типы металлорежущих станков. Круглошлифовальный автомат (3К161).
Рис. 3п. Основные типы металлорежущих станков. Вертикально-протяжной станок (7Б705).
B440)." href="/a_pictures/18/10/216506255.jpg">B440)."http://boron.atomistry.com/">B440)." src="a_pictures/18/10/th_216506255.jpg">
Рис. 3д. Основные типы металлорежущих станков. Координатно-расточный станок (2B440).
| "БСЭ" >> "М" >> "МЕ" >> "МЕТ" >> "МЕТА" |
Статья про "Металлорежущий станок" в Большой Советской Энциклопедии была прочитана 1275 раз
| Коптим скумбрию в коробке |
| Куриный суп |
TOP 20
- Лемке Михаил Константинович
- Сульфгидрильные группы
- «Казарменный коммунизм»
- Японское море
- Периодическая система элементов
- Объединённая партия гаитянских коммунистов
- Башкирская Автономная Советская Социалистическая Республика
- Глициния
- Иммунитет (историч.)
- Андаманское море
- Сенсуализм
- Балкано-кавказская раса
- «Сообразительный»
- Навигация (морск.)
- Звёздная астрономия
- Ямполь (пос. гор. типа в Донецкой обл.)
- Мандельштама - Бриллюэна рассеяние
- Кульчицкая Елена Львовна
- Театральные учебные заведения
- Электрическая постоянная